Alleima® 353 MA is an austenitic chromium-nickel steel alloyed with nitrogen and rare earth metals. The grade is characterized by:
- High creep strength
- Very good resistance to isothermal and cyclic oxidation
- Very good resistance to combustion gases
- Very good resistance to carburization
- Good resistance to nitriding gases
- Good structural stability at high temperatures
- Good weldability
- Maximum operating temperature is approx. 1175°C (2150°F)
Trademark information: 353 MA is a trademark owned by Outokumpu OY.
Standards
- UNS: S35315
- EN Number: 1.4854
Product standards
- ASTM A312
- EN 10297-2
Chemical composition (nominal)
| C | Si | Mn | P | S | Cr | Ni | N | Ce* |
|---|---|---|---|---|---|---|---|---|
| 0.07 | 1.6 | 1.5 | ≤0.040 | ≤0.015 | 25 | 35 | 0.16 | 0.05 |
* The quantity of other rare earth metals should be added to cerium, because the addition takes the form of misch metal containing about 50 % Ce.
Applications
The excellent oxidation and carburization resistance of Alleima® 353 MA in constantly carburizing gas, makes it particularly suitable grade for high-temperature petrochemical furnaces. The high nitriding resistance is very beneficial for service in high temperature cracked ammonia gas. Typical applications are:
- Ethylene furnace, radiant cracking tubes
- EDC furnace tubes
- Tubes in wast heat recovery systems in the metallurgical industry, e.g. recuperators
- Tubes in heat treatment furnaces, e.g. muffle tubes, radiant tubes, thermocouple protection tubes, burner components, furnace rollers
- Recuperator tubes in chemical waste and sewage sludge incineration
Trademark information: 353 MA is a trademark owned by Outokumpu OY.
Corrosion resistance
Oxidation
Owing to the high silicon content and the addition of rare earth metals (REM), Alleima® 353 MA has very high resistance to oxidation. The REM addition also contributes to improved scale adhesion during temperature cycling. Figure 1, which shows the measured weight increase after 45 h cyclic oxidation at different temperatures, illustrates how Alleima® 353 MA compares with some other high temperature grades. Weight increase after longer exposure at 1150°C (2100°F) is shown in Figure 2. The weight increase shown in Figure 1 and Figure 2 includes the weight of any spalled oxide.
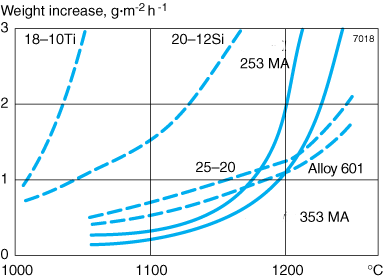 Figure 1. Weight increase for Alleima 353 MA and other grades after 45h oxidation.
Figure 1. Weight increase for Alleima 353 MA and other grades after 45h oxidation.
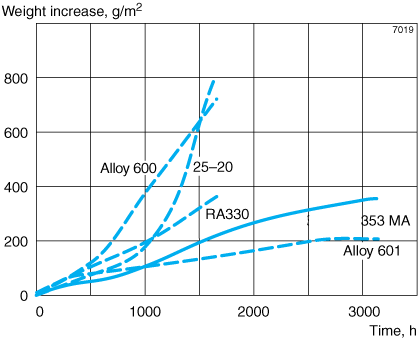 Figure 2. Weight increase versus time during oxidation at 1150°C
Figure 2. Weight increase versus time during oxidation at 1150°C
Carburizing and nitrogen pick-up
Corrosion attack by carburization or nitrogen pick-up usually follows a parabolic rate law: x2=kp * t+C, where x is the attack, expressed as penetration depth or weight increase, kp a rate constant, t exposure time and C a constant accounting for the initial attack (which follows a different rate law).
Due to its ability to form a dense chromium oxide and its high nickel content, Alleima® 353 MA also has good resistance to carburization and nitrogen pick-up.
Figure 3 shows the measured rate constants for carburization tests of various alloys at different temperatures. Cyclically carburizing-oxidizing conditions are often more detrimental, but, as Figure 4 shows, Alleima® 353 MA is able to resist these conditions better than other alloys.
In nitrogen pick-up tests, Figure 5, Alleima® 353 MA showed similar resistance to Alloy 601.
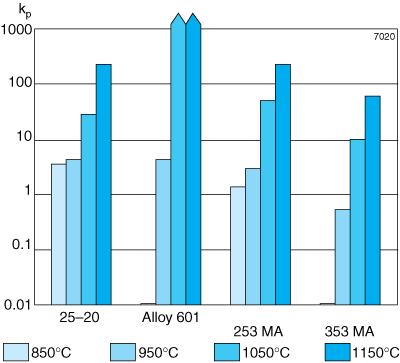 Figure 3. Rate constant for total carburization; a<sub>c</sub>=1; PO<sub>2</sub>~0.
Figure 3. Rate constant for total carburization; a<sub>c</sub>=1; PO<sub>2</sub>~0.
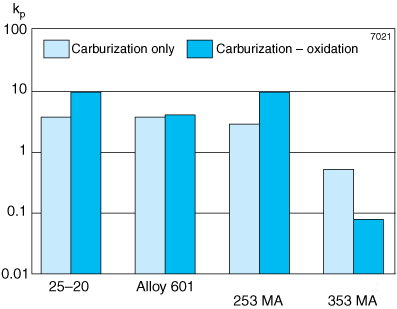 Figure 4. Rate constant for total carburization and carburizationoxidation. Carburization: 950°C(1740°F); a<sub>c</sub>=1; PO<sub>2</sub>~0. Oxidation: 1050°C(1920°F); a<sub>c</sub>~0; PO<sub>2</sub>=0.21atm.
Figure 4. Rate constant for total carburization and carburizationoxidation. Carburization: 950°C(1740°F); a<sub>c</sub>=1; PO<sub>2</sub>~0. Oxidation: 1050°C(1920°F); a<sub>c</sub>~0; PO<sub>2</sub>=0.21atm.
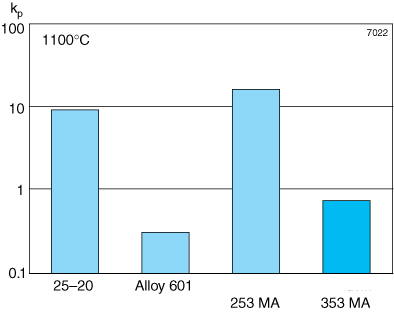 Figure 5. Rate constant for nitrogen pick-up in cracked ammonia.
Figure 5. Rate constant for nitrogen pick-up in cracked ammonia.
Sulphur attack
Alloys with high nickel content are generally sensitive to attack by sulphur at higher temperatures. However, under oxidizing conditions a protective oxide will be able to form, contributing to an improved resistance to sulphur attack. This is illustrated in Figure 6, which shows the rate constant for different alloys in different sulphidizing-oxidizing conditions. Again, the dense oxide formed on Alleima® 353 MA is shown to be advantageous.
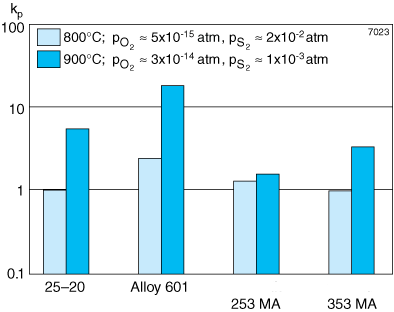 Figure 6. Rate constant for sulphidation-oxidation.
Figure 6. Rate constant for sulphidation-oxidation.
Bending
Due to its higher strength compared with conventional stainless steels, higher deformation forces are required for cold bending of Alleima® 353 MA.
Annealing after cold bending is not normally necessary, but this decision should be made taking account of the degree of bending and the service conditions.
Forms of supply
Seamless tube and pipe in Alleima® 353 MA is supplied in dimensions up to 200 mm (7.9 in.) outside diameter in the solution-annealed and white pickled condition, or solution annealed by a bright-annealing process.
Other forms of supply
- Bar steel
Heat treatment
Tubes are delivered in the heat treated condition. If another heat treatment is needed after further processing, the following is recommended:
Stress relieving
1000–1100°C (1830–2010°F), 10–15 minutes, cooling in air.
Solution annealing
1100–1200°C (2010–2190°F), 5–20 minutes, rapid cooling in air or water.
Mechanical properties
| Proof strength | Tensile strength | Elongation | Hardness | ||
|---|---|---|---|---|---|
| Rp0.2 | Rp1.0 | Rm | Aa) | A2" | Vickers |
| MPa | MPa | MPa | % | % | |
| ≥300 | ≥340 | ≥650 | ≥40 | ≥35 | ≈160 |
1 MPa = 1 N/mm2
a) A is based on an original gauge length of 5.65 √S0.
| Proof strength | Tensile strength | Elongation | Hardness | ||
|---|---|---|---|---|---|
| Rp0.2 | Rp1.0 | Rm | Aa) | A2" | Vickers |
| ksi | ksi | ksi | % | % | |
| ≥44 | ≥49 | ≥94 | ≥40 | ≥35 | ≈160 |
a) A is based on an original gauge length of 5.65 √S0.
At high temperatures
| Temperature | Proof strength |
Tensile strength
|
|
|---|---|---|---|
| Rp0.2 | Rp1.0 | Rm | |
| °C | MPa | MPa | MPa |
| 100 | ≥228 | ≥261 | ≥536 |
| 200 | ≥195 | ≥223 | ≥498 |
| 300 | ≥166 | ≥190 | ≥470 |
| 400 | ≥152 | ≥173 | ≥444 |
| 500 | ≥143 | ≥163 | ≥437 |
| 600 | ≥138 | ≥159 | ≥422 |
| Temperature | Proof strength | Tensile strength | |
|---|---|---|---|
| Rp0.2 | Rp1.0 | Rm | |
| °F | ksi | ksi | ksi |
| 200 | ≥33 | ≥38 | ≥78 |
| 400 | ≥28 | ≥32 | ≥71 |
| 600 | ≥23 | ≥27 | ≥68 |
| 800 | ≥21 | ≥24 | ≥63 |
| 1000 | ≥20 | ≥23 | ≥62 |
| 1100 | ≥20 | ≥23 | ≥61 |
Rp0.2 and Rp1.0 correspond to 0.2 % offset and 1.0% offset yield strength, respectively.
Creep strength (average values)
| Temperature, °C | Creep strength 1% | Creep rupture strength | ||
|---|---|---|---|---|
| 10 000 h | 100 000 h | 10 000 h | 100 000 h | |
| MPa | MPa | MPa | MPa | |
| 550 | 149 | 86 | 206 | 129 |
| 600 | 88 | 52 | 127 | 80 |
| 650 | 54 | 33 | 82 | 52 |
| 700 | 35 | 21 | 56 | 36 |
| 750 | 22 | 14 | 39 | 25 |
| 800 | 15 | 9.7 | 28 | 18 |
| 850 | 10.5 | 6.9 | 20 | 14 |
| 900 | 8 | 5.1 | 15 | 10 |
| 950 | 6 | 3.9 | 11 | 6.7 |
| 1000 | 4.5 | 3.0 | 8 | 4.8 |
| 1050 | 3.5 | 2.3 | 6 | 3.5 |
| 1100 | 2.7 | 1.8 | 4.5 | 2.9 |
| Temperature, °F | Creep strength 1% | Creep rupture strength | ||
|---|---|---|---|---|
| 10 000 h | 100 000 h | 10 000 h | 100 000 h | |
| ksi | ksi | ksi | ksi | |
| 1100 | 16.5 | 9.5 | 23.2 | 14.7 |
| 1200 | 8.0 | 4.9 | 12.0 | 7.5 |
| 1300 | 4.8 | 3.0 | 7.8 | 5.1 |
| 1400 | 3.0 | 1.9 | 5.4 | 3.4 |
| 1500 | 1.9 | 1.3 | 3.6 | 2.5 |
| 1600 | 1.4 | 0.9 | 2.6 | 1.7 |
| 1700 | 1.0 | 0.6 | 1.9 | 1.2 |
| 1800 | 0.7 | 0.5 | 1.3 | 0.8 |
| 1900 | 0.5 | 0.4 | 0.9 | 0.5 |
| 2000 | 0.4 | 0.3 | 0.7 | 0.4 |
| Proof strength | Tensile strength | Elongation | Hardness Vickers | |||||
|---|---|---|---|---|---|---|---|---|
| Rp0.2 | Rp1.0 | Rm | Aa) | A2" | ||||
| MPa | ksi | MPa | ksi | MPa | ksi | % | % | |
| min. | min. | min. | min. | min. | min. | min. | min. | approx. |
| 300 | 44 | 340 | 49 | 650 | 94 | 40 | 35 | 160 |
1 MPa = 1 N/mm2
a) A is based on an original gauge length of 5.65 √S0.
Physical properties
Density: 7.9 g/cm3, 0.28 lb/in3
|
Temperature, °C
|
W/m °C
|
Temperature, °F
|
Btu/ft h °F
|
|---|---|---|---|
| 20 | 11 | 68 | 6.5 |
| 100 | 13 | 200 | 7.5 |
| 200 | 15 | 400 | 8.5 |
| 300 | 17 | 600 | 10 |
| 400 | 18 | 800 | 11 |
| 500 | 20 | 1000 | 12 |
| 600 | 22 | 1200 | 13 |
| 700 | 23 | 1400 | 14 |
| 800 | 25 | 1600 | 15 |
| 900 | 26 | 1800 | 15.5 |
| 1000 | 27 | 2000 | 16 |
| 1100 | 29 |
|
Temperature, °C
|
J/kg °C
|
Temperature, °F
|
Btu/ft h °F
|
|---|---|---|---|
| 20 | 480 | 68 | 0.11 |
| 100 | 500 | 200 | 0.12 |
| 200 | 530 | 400 | 0.13 |
| 300 | 555 | 600 | 0.13 |
| 400 | 575 | 800 | 0.14 |
| 500 | 590 | 1000 | 0.14 |
| 600 | 610 | 1200 | 0.15 |
| 700 | 625 | 1400 | 0.15 |
| 800 | 640 | 1600 | 0.16 |
| 900 | 655 | 1800 | 0.16 |
| 1000 | 665 | 2000 | 0.16 |
| 1100 | 680 |
|
Temperature, °C
|
Per °C
|
Temperature, °F
|
Per °F
|
|---|---|---|---|
| 20-100 | 15.5 | 68-200 | 8.5 |
| 20-200 | 15.5 | 68-400 | 8.5 |
| 20-400 | 16.5 | 68-800 | 9 |
| 20-600 | 17 | 68-1000 | 9.5 |
| 20-700 | 17 | 68-1200 | 9.5 |
| 20-800 | 17.5 | 68-1400 | 9.5 |
| 20-900 | 18 | 68-1600 | 10 |
| 20-1000 | 18 | 68-1800 | 10 |
| 20-1100 | 18.5 | 68-2000 | 10.5 |
1) (x10-6)
|
Temperature, °C
|
MPa
|
Temperature, °F
|
ksi
|
|---|---|---|---|
| 20 | 190 | 68 | 27.5 |
| 200 | 180 | 400 | 26 |
| 400 | 165 | 800 | 23.5 |
| 600 | 155 | 1000 | 23 |
| 700 | 150 | 1200 | 22 |
| 800 | 140 | 1400 | 20.5 |
| 900 | 135 | 1600 | 20 |
| 1000 | 130 | 1800 | 19 |
| 1100 | 125 | 2000 | 18 |
1) (x103)
|
Temperature, °C
|
μΩm
|
Temperature, °F
|
μΩin.
|
|---|---|---|---|
| 20 | 1.00 | 68 | 39 |
| 200 | 1.07 | 400 | 42 |
| 400 | 1.14 | 800 | 45 |
| 600 | 1.20 | 1000 | 47 |
| 700 | 1.22 | 1200 | 48 |
| 800 | 1.25 | 1400 | 49 |
| 900 | 1.28 | 1600 | 50 |
| 1000 | 1.30 | 1800 | 51 |
| 1100 | 1.32 | 2000 | 52 |
Welding
The weldability of Alleima® 353 MA is good. Suitable methods of fusion welding are manual metal-arc welding (MMA/SMAW) and gas-shielded arc welding, with the TIG/GTAW method as first choice.
In common with all fully austenitic stainless steels, Alleima® 353 MA has low thermal conductivity and high thermal expansion. Welding plans should therefore be carefully selected in advance, so that distortions of the welded joint are minimized. If residual stresses are a concern, solution annealing can be performed after welding.
For Alleima® 353 MA, heat-input of <1.0 kJ/mm and interpass temperature of <100°C (210°F) are recommended.
Recommended filler metals
TIG/GTAW or MIG/GMAW welding
ISO 18274 S Ni 6082/AWS A5.14 ERNiCr-3 (e.g. Exaton Ni72HP)
MMA/SMAW welding
ISO 14172 E Ni 6182/AWS A5.11 ENiCrFe-3 (e.g. Exaton Ni71)
Disclaimer: Recommendations are for guidance only, and the suitability of a material for a specific application can be confirmed only when we know the actual service conditions. Continuous development may necessitate changes in technical data without notice. This datasheet is only valid for Alleima materials.