
Corrosion poses a significant threat to the environment – triggering oil spills, jeopardizing worker and public safety, causing severe damage to engineering units and shutdown of oil production and refining operations. The ramifications of corrosion can cause significant impacts like economic losses due to maintenance, repair costs and production interruptions.
Corrosion poses a significant threat to the environment – triggering oil spills, jeopardizing worker and public safety, causing severe damage to engineering units and shutdown of oil production and refining operations. The ramifications of corrosion can cause significant impacts like economic losses due to maintenance, repair costs and production interruptions.
Corrosion resistant alloys (CRAs) play a critical role as facilitators of advancements in the oil and gas industry, which is divided into two segments: Upstream (exploration and production of oil and gas) and Downstream (refining of oil and gas into finished products such as gasoline, diesel, natural gas etc). The material selection for each segment depends on their specific operating conditions, which may encompass a range of alloys to address corrosion challenges, including carbon steels, martensitic steels, ferritic steels, brasses, cupronickel grades, austenitic stainless steels (such as 316L, Sanicro® 28), duplex family (SAF™ 2205, SAF™ 2507, SAF™ 3207HD), nickel alloys (such as Sanicro® 41 (Alloy 825), Sanicro® 625, Sanicro® 925 and Sanicro® 276) and titanium.
Upstream Oil & Gas
Extreme drilling in well depths of about 3,500 meters has increased the environmental challenges for materials. Operating in such depths demands high-strength materials which can withstand high temperatures, pressure, and the content of Hydrogen sulphide (H2S). With bottom hole pressures surpassing 1000 bar and temperatures exceeding 150°C, the corrosive nature of 'sour' wells, characterized by high levels of hydrogen sulphide, carbon dioxide, chlorides, and free sulphur, presents a formidable challenge. As a matter of fact, H2S, even in low concentrations, poses corrosive threats. Wide variations in operational temperature and pressure range add another challenge to the scenario. To combat these corrosion challenges, it is imperative to use duplex and high-alloy material grades due to their resistance to localized pitting corrosion and stress corrosion cracking (SCC).
For Alleima, our extensive experience in producing seamless tubes for various applications enables us to support our customers in tackling corrosion challenges.
1. Umbilical tubes: They connect platforms to subsea systems and are used to inject chemicals into the wells and control the wellhead. SAF™ 2507 (UNS S32750), a super-duplex stainless steel that combines high corrosion resistance and high mechanical strength, is used in this application. With excellent resistance to seawater and marine environments, it is particularly well-suited for applications exposed to high stress in aggressive chloride-rich environments. It exhibits superior resistance to sour environments compared to SAF™ 2205.
2. Downhole casing and production tubing: Also known as Oil Country Tubular Goods (OCTG), they are used to ensure well integrity. Groups 2 (duplex steels), 3 (austenitic steels) and 4 (nickel alloys) within the API 5 CRA standard (ISO 13680) incorporate duplex grades SAF 2205, SAF 2507 and SAF 3207, alongside austenitic grades Sanicro® 28 and Sanicro® 29, and nickel based alloy, Sanicro® 48, are used cope with the corrosive conditions in these applications.
3. Downhole control lines and flatpacks (used to operate sub-surface safety valves), Downhole chemical injection lines, Tubing Encapsulated Cables (TEC) (for downhole well gauges and monitoring) use 316L and Sanicro® 41 (Alloy 825) for their corrosion-resistant properties.
Downstream Oil & Gas
Refineries face distinctive material challenges compared to upstream environments. Unlike the relatively standard corrosion challenges upstream, the refining industry encounters a wide spectrum of corrosion mechanisms, exacerbated by geopolitical factors compelling the processing of harsher, sour crudes. These necessitate upgrades in the construction of equipment to prevent failures. Furthermore, the current trend of increasing integration of petrochemicals with refineries introduces additional complexities and corrosion challenges. Petrochemicals like acetic acid, formic acid, and chlorinated hydrocarbons such as ethylene dichloride can also be corrosive. Cooling waters can vary from relatively clean industrial water to seawater, further complicating corrosion challenges, including pitting corrosion, dew point corrosion, under-deposit corrosion, SCC (in the presence of chlorides, sulphides, polythionic acid, and ammonia), erosion, naphthenic acid corrosion, hydrogen-induced cracking, and corrosion in the presence of cyanides, and organic acids. Table 1. provides an overview of the varied corrosive environments in different refining units.

Table 1. Overview of corrosion susceptibility of refinery units [1]
The most severe corrosion problems in the refineries are often found in the hydrotreaters and distillation units. Below, we focus on the case study of the Crude Distillation Unit (CDU) overhead condenser.
CDU Overhead Condensers
CDU overhead condensers often encounter severe corrosion and fouling, leading to increased atmospheric column operating pressure, reduced distillate yield, or tube bundle changes with shorter intervals, typically less than 4-6-year turnarounds. Shutdowns are sometimes necessary to remove salts deposited on internal surfaces. The most severe corrosion problems happen at the top of the distillation tower and overhead condensers, where corrosive condensate forms. When processing difficult-to-desalt crudes, high salt content entering the heater can lead to the hydrolysis of calcium and magnesium chloride salts, producing large amounts of HCl. Below the dew point, condensed water droplets can dissolve the HCl gas in the overhead column, turning the liquid acidic and causing severe corrosion in carbon steel. To counteract this, ammonia or amine neutralizers are used, but this can cause SCC in admiralty brass and other copper alloys. The formation of ammonium chloride can also result in under-deposit corrosion.
These conditions necessitate materials resistant to general corrosion, pitting corrosion, under-deposit corrosion, fouling, SCC, and naphthenic acid corrosion. Some of these corrosion mechanisms could cause failures before the regular maintenance shutdown scheduled every 4-6 years, which could cause loss of production. Carbon steel, admiralty brass, Monel, stainless steels (including the duplex family), nickel alloys and titanium have traditionally been used to make CDU overhead condenser tubes.
Alleima presents a groundbreaking solution with Sanicro® 35 (UNS: N08935), an alloy combining the best features of super austenitic stainless steel and a nickel alloy. This grade has excellent corrosion resistance for service in CDU overhead condenser tubes, reactor effluent air coolers (REACs), seawater applications, and other highly corrosive environments.

Figure 1. Shows the target area for Sanicro® 35 to bridge the gap between super austenitic stainless steels and nickel alloys

Table 2. Nominal chemical composition (weight %) of Sanicro® 35 (UNS N08935)
Sanicro® 35 has a stable, fully austenitic microstructure. The grade is characterized by:
- Excellent resistance to pitting and crevice corrosion
- Excellent resistance to stress corrosion cracking (SCC)
- High resistance to general corrosion in acid and caustic environments
- High resistance to erosion-corrosion
- Very high mechanical strength
- Good weldability using nickel alloy consumables
Sanicro® 35 boasts an impressive high pitting resistance equivalent number (PREN) of 52, surpassing the performance of both the duplex family and other austenitic grades (see Figure 2). In the rigorous testing process, it exhibited a critical pitting temperature (CPT) of 110°C in a modified ASTM G150 test with 3 M MgCl2 and 89.5°C in an aggressive test with 4.5 M MgCl2 and pH of 5. Furthermore, its critical crevice temperature (CCT), measured in ASTM G48 Method D, was found to be significantly higher than Alloy 625 and at par with C-276 (See Figure 3).
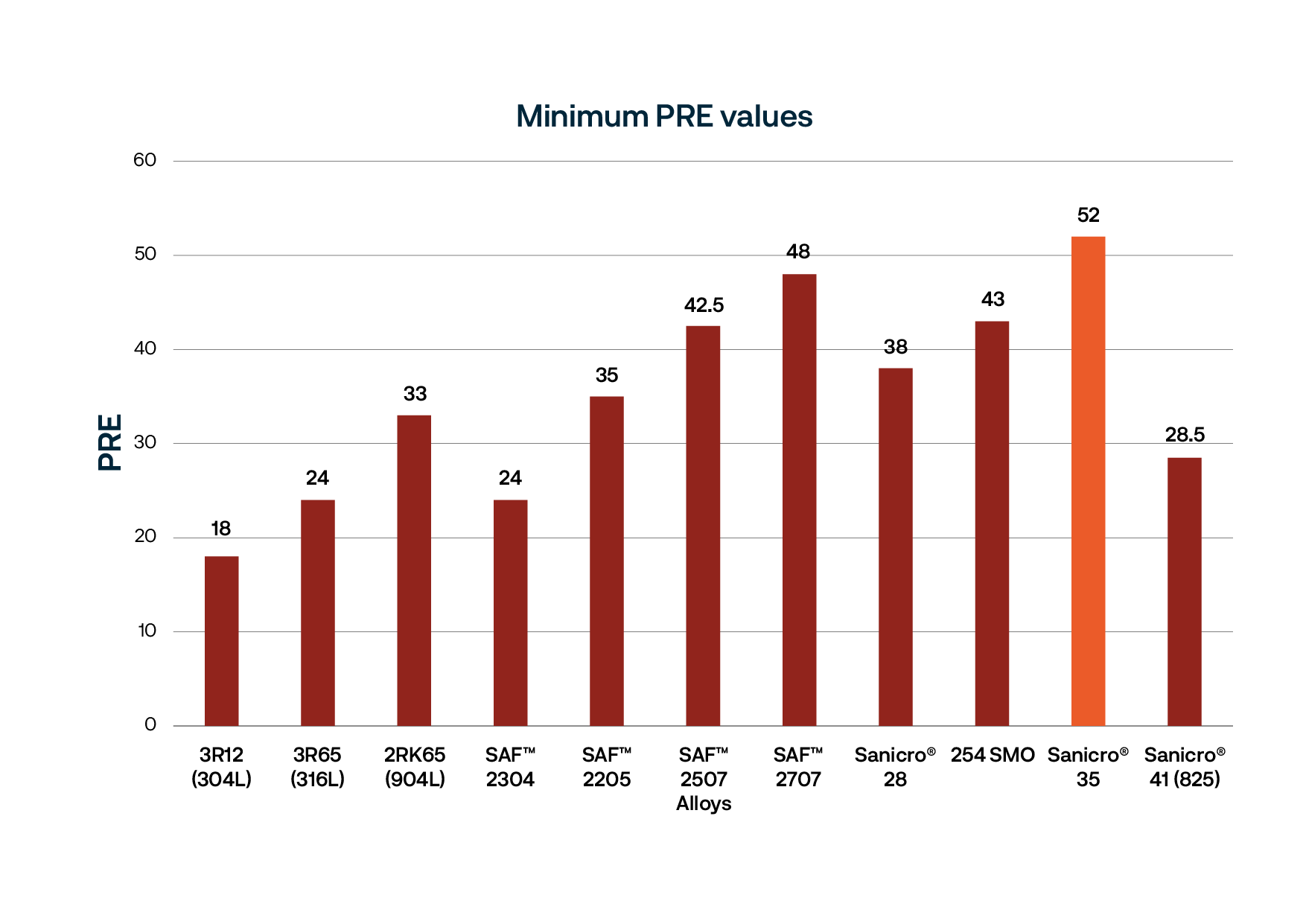
Figure 2. PREN of Sanicro® 35 in comparison with different engineering alloys

Figure 3. CCT of Sanicro® 35, Alloy 625 and C-276
In summary, Sanicro® 35 is a cost-effective alternative that performs at par with, or better than, expensive nickel alloys such as Alloy 625. It has the potential to replace Sanicro® 625 (Alloy 625) and Sanicro® 276 in several applications, such as CDU overhead condensers and REACs in hydrotreating units within refineries, as well as other heat exchangers in the chemical process industry. Its successful commercial installations in CDU overhead condensers and other heat exchangers across many refineries in India and globally attest to its efficacy.
References
[1] J.G. Speight, Oil and gas corrosion prevention: from surface facilities to refineries, Gulf Professional Publishing-Elsevier, USA (2014), https://doi.org/10.1016/C2013-0-18548-0.